
Cable Tie Quality Testing: How Manufacturers Ensure Consistent Performance at Scale
Quick Answer Cable tie quality is determined at three stages: raw material verification, dimensional inspection during molding, and environmental stress testing before shipment. Manufacturers that test for tensile strength, moisture content, melting point, and UV resistance — using calibrated lab equipment against IEC 62275 and UL 62275 standards — produce ties that maintain rated performance across temperature ranges from -40°C to +130°C. FSCAT applies this six-stage QC protocol to every production batch across 7 automated lines.
What Does "Consistent Cable Tie Quality" Actually Mean?
Consistent quality in cable ties means that the 500th tie off a production run performs identically to the first — same tensile strength, same locking head engagement force, same dimensional tolerance. For B2B buyers sourcing at volume, this is not a marketing claim; it is a measurable outcome. A cable tie that passes tensile testing in the morning but fails in an outdoor enclosure six months later did not have consistent quality — it had inconsistent raw material control. The six testing stages below explain how FSCAT eliminates that gap.
The Six Testing Stages That Determine Real Cable Tie Performance
Tensile Strength — The First and Most Critical Test
Every PA66 cable tie has a rated loop tensile strength, typically expressed in Newtons or pounds (e.g., 222 N / 50 lbs for a 4.8mm width). A tensile tester applies a controlled load to the tie loop until failure, recording the break force. The test standard is IEC 62275 or UL 62275, depending on the target market.
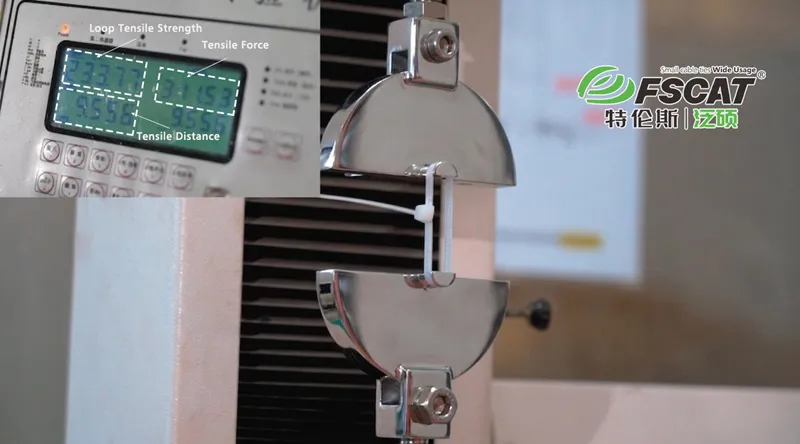
Why this matters beyond the number: tensile failure in the field does not happen the same way it does in a lab. Vibration fatigue, installation over-tension, and thermal cycling all reduce effective tensile strength over time. A tie that barely meets rated strength in a static pull test will fail early under real conditions. FSCAT tests to a minimum of 110% of rated load — ties that pass at exactly the minimum threshold are rejected.
Moisture Content — The Variable Most Buyers Never Consider
PA66 is hygroscopic: it absorbs moisture from ambient air. At equilibrium in a 50% RH environment, PA66 contains approximately 2.5–3.0% moisture by weight. At 80% RH — common in coastal or tropical installation sites — this rises to 6–8%.
Moisture reduces rigidity and increases elongation at the locking head. A tie installed at high moisture content will relax over time as the material dries post-installation, reducing the clamping force on the wire bundle. FSCAT's fast moisture analyzer verifies that every production batch falls within the 2.0–3.0% moisture range specified for installation-ready product — preventing field slack caused by pre-shipment over-absorption.

Melting Point Verification — Raw Material Authentication
PA66 has a melting point of approximately 260°C. PA6 melts at around 220°C. These two materials look identical in pellet form, but perform very differently in service — particularly above 100°C, where PA6 softens noticeably while PA66 retains structural integrity.

Melting point testing on every incoming batch confirms that the declared material is the actual material. For buyers specifying PA66 for engine bay or motor housing applications, this test is the verification step that prevents substitution — intentional or otherwise — at the resin supply stage.
Dimensional Accuracy — Why Micron-Level Measurement Matters
A cable tie's performance is partly mechanical: the ratchet tooth geometry determines how much force is needed to advance the strap and how much resistance the pawl provides against reverse movement. If the tooth pitch is 0.1mm wider than spec, the tie may skip under vibration. If the strap width is 0.15mm narrower than rated, the head may not engage cleanly on the first pass.
FSCAT's video measuring system captures these dimensions non-contact, at sub-micron resolution, across a statistical sample of each production run. Dimensional variation outside ±0.05mm triggers a mold inspection before the run continues.
High-Low Temperature and Humidity Cycling — Simulating Real Environments
A thermal cycling test exposes ties to alternating temperature extremes — typically -40°C to +110 °C — over multiple cycles, then tests tensile retention and visual appearance. This simulates years of seasonal temperature variation in a compressed timeframe.

For PA66 standard grade, tensile retention after 1,000 hours at 110°C should remain above 80% of the original rated strength per ISO 3506 thermal aging protocols. Ties that show surface cracking, tooth deformation, or tensile drop below 80% during thermal cycling are not rated for high-temperature applications — regardless of what the nominal material spec suggests. Real performance depends on the additive package and processing conditions, not just the base polymer.
UV Resistance — Outdoor Service Life, Verified Before Shipment
UV-stabilized cable ties contain either carbon black (for black ties) or HALS (Hindered Amine Light Stabilizers) for natural/colored grades. These additives absorb or neutralize UV radiation before it degrades the polymer chain.

FSCAT's UV weather resistance tester uses a Xenon arc lamp that simulates full-spectrum sunlight at accelerated intensity. 1,000 hours of Xenon arc exposure approximates 3–5 years of direct outdoor UV in a temperate climate. Ties must retain surface integrity and a minimum of 75% tensile strength after this test to pass outdoor certification. Ties without this data should not be used for solar, outdoor electrical, or rooftop installations — regardless of whether they are labeled "UV resistant."
Why QC Fails at Scale — and How FSCAT Addresses It
Maintaining these six standards across 7 automated production lines and a monthly output of 220 tons is an operational challenge, not just a laboratory one. The risk at scale is sampling dilution: if only 0.1% of ties per batch are tested, a defect affecting 0.3% of production will pass undetected.
FSCAT applies statistical process control (SPC) to dimensional and tensile data, tracking control charts in real time during each production run. When a dimension drifts toward its control limit — before it crosses the tolerance boundary — the line is paused for mold inspection. This prevents defective products from being produced, rather than catching them after the fact.
How to Evaluate a Cable Tie Manufacturer's QC Capability
When assessing a supplier's quality system, ask for the following documentation rather than general quality statements:
· Tensile test reports by width and material, with sample size and test standard reference
· Moisture content specification and measurement method
· Thermal aging test data (temperature, duration, tensile retention percentage)
· UV resistance test report (lamp type, exposure hours, tensile retention post-test)
· Dimensional inspection method and tolerance specification
· Calibration records for test equipment (annual minimum)
A supplier who cannot provide batch-level data for these six parameters has not demonstrated consistent quality — regardless of certifications held.
Technical FAQ
1: What tensile strength should I specify for general-purpose PA66 cable ties in electrical panel wiring?
For indoor electrical panel wiring with wire bundles up to 25mm diameter, a 3.6mm wide PA66 cable tie rated at 220 N (50 lbs) loop tensile per IEC 62275 is the standard specification. For larger bundles or applications involving vibration — such as DIN rail assemblies in industrial control panels — a 4.8mm wide tie at 350 N (80 lbs) provides an appropriate safety margin. Always specify the IEC or UL test standard alongside the tensile value, as self-reported figures without a test reference are not comparable across manufacturers.
2: How do I know if a cable tie is genuinely PA66 and not PA6?
The most reliable method is to request a melting point test report from the supplier, which should show a peak melt temperature between 255°C and 265°C for PA66. Alternatively, a differential scanning calorimetry (DSC) report confirms polymer identity. Visual inspection and basic burn tests are not reliable for distinguishing PA66 from PA6. For applications above 100°C or requiring UL94 V-2 or better flame rating, material verification via melting point data is a mandatory step in supplier qualification.
3: What does "UV resistant" mean in practical terms for outdoor cable tie installations?
A cable tie marketed as UV resistant should have test data showing tensile retention of at least 75% after a minimum of 1,000 hours of Xenon arc UV exposure per ISO 4892-2. Carbon black pigment at 2–2.5% by weight, used in standard black PA66 ties, provides the most cost-effective UV protection and is suitable for direct outdoor exposure in most climates. For desert or high-altitude installations with extreme UV intensity, request test data at 2,000 hours of exposure. Ties labeled UV resistant without supporting test data provide an unknown service life outdoors.
4: Why do cable ties sometimes loosen after installation in outdoor or humid environments?
PA66 ties installed at low ambient humidity — below 30% RH — will absorb moisture from the environment after installation and expand slightly, which can reduce clamping tension on the wire bundle. This effect is most pronounced in coastal or tropical climates where post-installation humidity is significantly higher than production or storage conditions. The practical solution is to specify PA12 cable ties for applications in permanently humid environments, since PA12 absorbs less than 0.25% moisture at equilibrium versus 2.5–3.0% for PA66, maintaining consistent clamping force regardless of ambient humidity.
Conclusion
Cable tie quality is not a claim — it is a measurable outcome of raw material verification, dimensional process control, and environmental stress testing conducted at production scale. For B2B buyers sourcing cable ties for electrical, solar, automotive, or outdoor infrastructure applications, the six testing stages described above are the baseline to verify before approving a supplier.
FSCAT produces PA66, PA12, and specialty-grade cable ties across 7 automated lines with a monthly output of 220 tons, backed by UL Listing, CE marking, and ISO 9001:2015 certification. OEM and private label programs are available for distributors requiring custom specifications.
For technical datasheets, batch test reports, or OEM program details, contact FSCAT's engineering team directly.



